Kolstål rektangulärt rör





Köp från Kina kolstål Rektangulära rör Vi är din hjärna!
Sluta söka nu och stanna hos oss, eftersom --
1. Vi garanterar att förse dig med stålrör av högre kvalitet än andra till samma pris.
2. Vi måste be dig ett lägre pris än andra av samma kvalitet.
3. 80 % av nya kunder beställer om till oss!
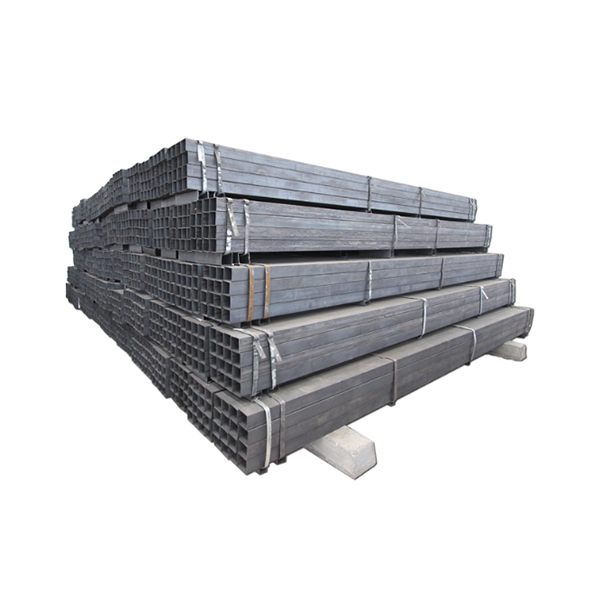
kolstål rektangulärt rör, det är ett slags ihåligt fyrkantigt tvärsnitt lätt tunnväggigt stålrör, även känt som stålkylböjsektion.Den är gjord av Q235 varmvalsad eller kallvalsad bandstål eller spolplåt som basmaterial genom kallböjning och sedan genom högfrekvenssvetsning gjord av fyrkantssektionsform och -storlek av stål.Förutom förtjockningen av väggen når eller till och med överstiger hörnstorleken och kantens planhet på varmvalsade extra tjockväggiga fyrkantsrör nivån för motståndssvetsning av kallformande fyrkantsrör.
Klassificering av rektangulära rör i kolstål
Sömlöst stålrör och svetsat stålrör (svetsat rör) varmvalsat sömlöst fyrkantsrör, kalldraget sömlöst fyrkantsrör, strängsprutningssömlöst fyrkantsrör, svetsat fyrkantsrör.
Det svetsade fyrkantsröret är uppdelat i:
1, enligt processen: fyrkantsrör för bågsvetsning, fyrkantsrör för motståndssvetsning (hög frekvens, låg frekvens), fyrkantsrör för gassvetsning, fyrkantsrör för ugnssvetsning;
2, enligt svetsen - rak söm svetsning fyrkantsrör, spiralsvets fyrkantsrör
Identifieringsmetod för rektangulära rör i kolstål
1. Falskt och sämre rektangulärt rör är lätt att vika.Vikning är en mängd brutna linjer som bildas på ytan av ett rektangulärt rör.Denna defekt löper ofta genom produktens längsgående längd.Anledningen till vikningen är att på grund av strävan efter hög effektivitet hos falska och sämre tillverkare är mängden tryck stor, örat produceras, nästa rullning viks, den vikta produkten kommer att spricka efter böjning och styrkan hos stål reduceras kraftigt.
2. Utseendet på falska rektangulära rör har ofta pockmarkerade fenomen.Pockmarks är oregelbundna och ojämna defekter på stålytan orsakade av allvarligt slitage av rullspår.Spårrullning överstiger ofta standarden på grund av vinstjakten hos tillverkare av luddiga rektangulära rör.
3. Ytan av falska och sämre rektangulära rör är lätt att producera ärrbildning.Det finns två skäl:(1).Falskt rektangulärt rörmaterial är inte enhetligt, föroreningar.(2).Luddiga tillverkare vägleder utrustningen enkel, lätt att hålla fast vid stål, dessa föroreningar
4. Smutsig materialyta lätt att knäcka, anledningen är att dess billet är adobe, adobe porer, adobe i kylningsprocessen på grund av rollen av termisk stress, spricka, efter rullning finns det sprickor.
5. Luddiga rektangulära rör är lätta att repa, anledningen är att den luddiga rektangulära rörtillverkarens utrustning är enkel, lätt att producera burr, repa stålytan.Djupa repor minskar stålets hållfasthet.
6. Falskt rektangulärt rör utan metallglans, ljusrött eller skäl för två punkter, dess ämne är adobe.Rullningstemperaturen för smutsiga material är inte standard, deras ståltemperatur mäts visuellt, så det kan inte rullas i enlighet med den specificerade austenitområde, och stålets prestanda kan naturligtvis inte nå standarden.
7. De tvärgående stängerna av falska och underlägsna rektangulära rör är tunna och låga, som ofta verkar vara fyllda med missnöje.Anledningen är att tillverkaren har en stor negativ tolerans och trycket på de första raderna av de färdiga produkterna
8. Tvärsnittet av det falska rektangulära röret är ovalt, anledningen är att tillverkaren för att spara material är trycket på den färdiga rullen framför de två stort, styrkan hos detta armeringsjärn minskar kraftigt, men också uppfyller inte standarden för formstorleken på armeringsjärn.
9. Sammansättningen av högkvalitativt stål är enhetlig, kallklippningsmaskinens tonnage är hög och ändytan på skärhuvudet är slät och snygg.På grund av det dåliga materialet i de falska och sämre materialen har skärhuvudets ändyta ofta fenomenet med fallande kött, det vill säga den ojämna och icke-metalliska lystern.Och eftersom tillverkarens produkt skär huvudet mindre, kan huvudet och svansen verka stora öron.
10. Falskt rektangulärt rörmaterial innehåller många föroreningar, stålets densitet är liten, och storleken är utanför toleransen om det inte finns något nockmått, det kan vägas och kontrolleras.Till exempel, för armeringsjärn 20, föreskriver den nationella standarden att den maximala negativa toleransen är 5 %.När man mäter 9M är dess teoretiska vikt av en enda rot 120 kg, och dess minimivikt bör vara: 120x (L-5%) = 114 kg.Den faktiska vikten av en enda rot uppmätt är mindre än 114 kg, så det är falskt stål %.I allmänhet fungerar heltalskvantiteter bättre, främst på grund av kumulativa fel och sannolikhetsteori.
11. Den inre diametern på smutsigt rektangulärt rör fluktuerar kraftigt av följande skäl: Ståltemperaturinstabilitet har Yin - Yang yta.Stålets sammansättning är ojämn.Eftersom utrustningen är enkel, grundhållfastheten är låg, är brukets studs stor.Det blir en större förändring inom samma vecka, så att armeringen inte blir enhetlig och lätt att bryta.
12. Varumärket och tryckningen av kvalitetsrör är ganska standard.
13. Avståndet mellan rektangulära rör med diametrar över 16 är över IM.
De längsgående stängerna av skumt stålarmeringsjärn är ofta vågiga.
Kolstål rektangulära rör En formel att beräkna
2 [(a - d - 2 r + PI (d/r + 2) / 2 + (b - d - 2 r + PI (d/r + 2) / 2) x7,85 d (kg), a, b för rektangulär längd och bredd (m), r (m) för de fyra hörnen av rörkaviteten, cirkulär bågaradie, d för väggtjocklek (mm).
| Artikel | MS ihåliga milt fyrkantiga erw fyrkantiga och rektangulära stålrör och rör |
| Material | SPHC, Q195, Q215, Q235, Q345, SAE1010, SAE1020, API standardmaterial, ASTM A53 A,B |
| vägg tjocklek | 0,5-20 mm |
| yttre diameter | SHS: 15*15-400*400 mm, RHS: 20*25-400*300 mm |
| Längd | 2m-12m eller enligt kundens krav |
| Tjocklekstolerans | + 5%- |
| Ytbehandling | Svartmålad/lackerad yta, rostskyddsolja, galvaniserad |
| Rörände | Vanlig ände |
| Märkning | Enligt kundens krav |
| Internationell standard | ASTM A500, GB/T6728-2002 |
| Användande | Mekanik och tillverkning, stålkonstruktion, skeppsbyggnad, överbryggning, bilchassi |
| Certifikat | ISO, BV, API |
| ODM/OEM | tillgängligt |
Materialets beståndsdel
| Kvalitet | C | Mn | Si | S | P | UTS(MPa) | YS(MPa) | EI(%) |
| Q235B | 0,12-0,20 | 0,30-0,70 | 0,30 | 0,045 | 0,045 | 375-500 | 235 | 26 |
| Q345B | 0,12-0,20 | 1,20-1,60 | 0,20-0,55 | ≤0,045 | ≤0,045 | 510-600 | 345 | 22 |
| 20#(GB) | 0,17-0,23 | 0,38-0,65 | 0,17-0,37 | ≤0,030 | ≤0,030 | 410-550 | ≥245 | ≥20 |
Produktdisplay